Compared to conventional steam-based power generation, the supercritical carbon dioxide Brayton power cycle uses CO2 under high pressure and high temperature supercritical conditions, as a closed-loop working fluid. The cycle features more compact components, such as turbomachinery that’s 1/10th the size of conventional steam turbine systems. It uses less fuel and consumes less water, and advanced configurations can enable zero emission power generation. The sCO2 power cycle responds quickly and efficiently to changes in demand, enabling electricity grids to integrate baseload generation with renewable solar and wind power. It is a versatile technology that can make use of diverse sources of heat, including turbine exhaust, concentrated solar, biomass, geothermal, nuclear, and industrial facilities.
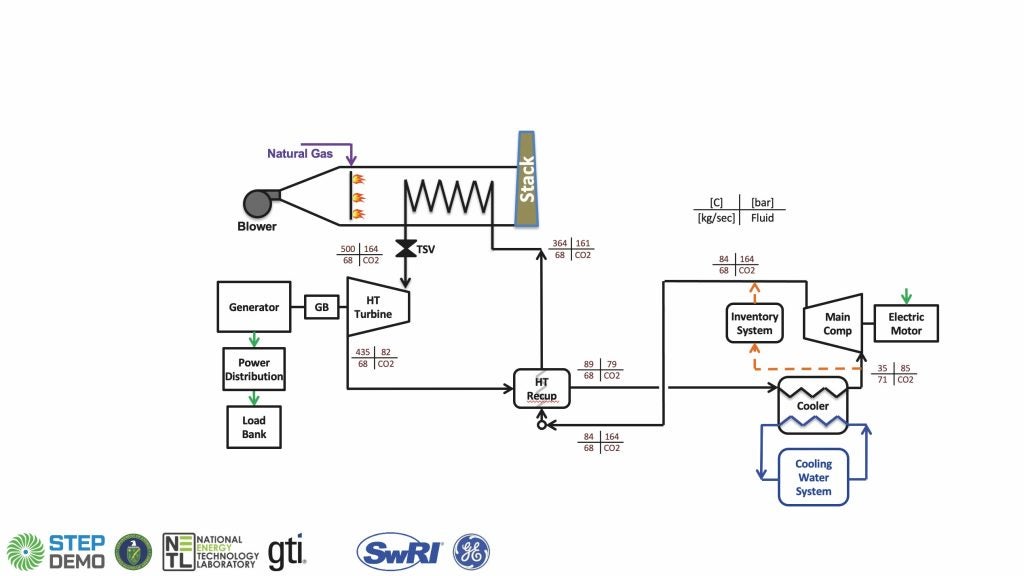
The US Department of Energy (DOE) through its Solar, Nuclear, and Fossil Energy offices, sees the potential of this technology across many applications. Enabled by advancements in materials, manufacturing, and numerical modeling, the US DOE launched a comprehensive programme of R&D projects more than ten years ago to advance the component technologies and to demonstrate operation of integrated systems. This included a 1 MW power loop project led by SwRI, which achieved the highest turbine operating temperatures to date (715°C) and encouraged further validation at a larger commercially relevant scale. This culminated in the current 10 MWe STEP pilot project, aka STEP Demo. It will include the testing of two power cycle configurations: simple cycle with TiT (turbine inlet temperature) of 500°C; and RCBC (Recompression Brayton Cycle) with TiT of 715°C. The STEP pilot has also been designed to support development and testing of future sCO2 technologies, such as new components developed by OEMs or novel cycle configurations.
Public–private partnership is critical
GTI Energy is honoured to lead this $159 million government/industry partnership, teaming with Southwest Research Institute, GE Research, and the US DOE National Energy Technology Laboratory.
Revolutionary innovation often carries both technical and market risks. This project is possible because of support from both public and private organisations. The project is grateful to its Joint Industry Partners (JIP members) including American Electric Power, Southern Company Services, EGAT (Electric Generating Authority of Thailand), Engie, KEPCO (Korean Electric Power Company), Natural Resources Canada, CSIRO (Commonwealth Scientific and Industrial Research Organisation), and the State of Texas (TCEQ). We continue to actively seek new participants from the USA and internationally.
GTI Energy is a non-profit research institute that develops, demonstrates, and commercialises new energy technologies that make a difference for consumers, for industry, and society. For more than 80 years, we’ve worked hard to meet the energy challenges, transforming scientific concepts into real world solutions. Achieving this takes teamwork, and this STEP Demo project is a great example.
Significant achievements
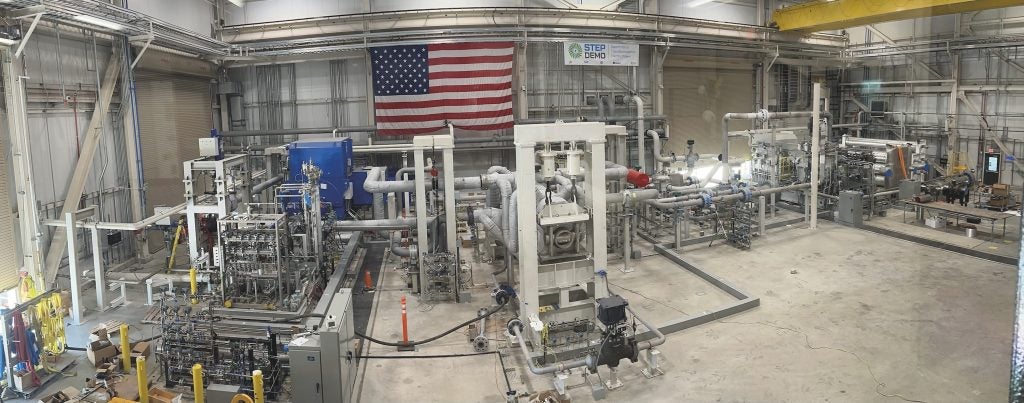
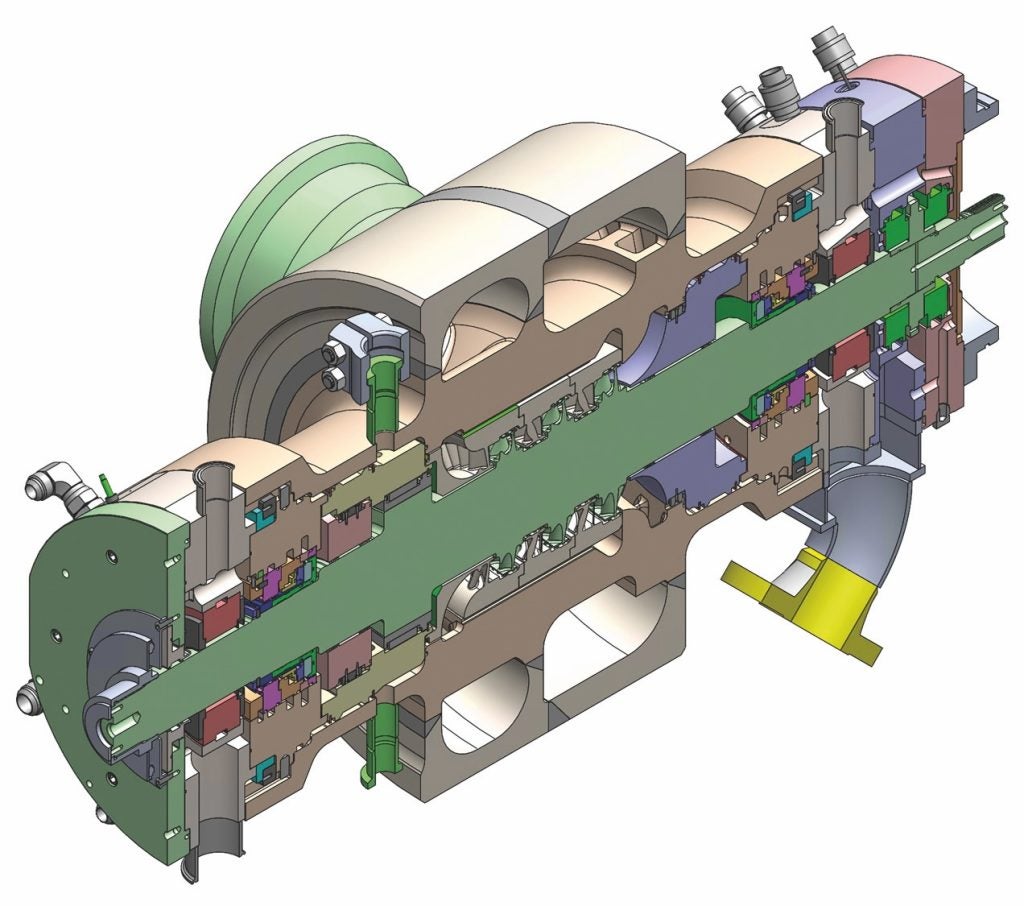
Along the way to mechanical completion, we have seen a number of notable accomplishments. The compressor loop has been successfully demonstrated (at supercritical CO2 conditions), including the main compressor, the sCO2 inventory management system, the cooling tower system and the main process cooler. The compressor performance was quantified across a range of operating conditions and speeds as part of this activity. In addition to being the world’s largest indirect-fired sCO2 power plant, the sCO2 turbine has the highest power density of any terrestrial turbine, at over 20 000 hp in a very small, compact package achieving approximately 100 hp/lb, which is similar to the NASA space shuttle fuel turbopump and 40+ times the power to weight ratio of a Formula One racing car engine. The turbine stop valve is the world’s largest high temperature Haynes 282 casting, at 9250 lb, and the high temperature recuperator is the world’s largest high temperature printed circuit heat exchanger (PCHE), with a 50 MWt capacity and weight of ~50 tons. The sCO2 heater, at 93 MWt firing capacity, has the largest known Inconel 740H heater coil.
Technology challenges
The challenges faced in the course of procurement, fabrication, and construction were significant however, and resulted in substantial cost and schedule impacts. The main challenges encountered are attributed to the first of a kind nature of the required components and the readiness of the supply chain to deliver them. At 10 MWe, the facility is commercial in scale but almost none of the equipment could be purchased on typical commercial terms. Slips in schedule had the greatest impact on cost increases. The difficulties experienced by the project were exacerbated by the global pandemic, which impacted the overall supply of goods and services, although most STEP Demo suppliers remained in operation and the entire STEP Demo team remained in place and active, including in on-site construction.
The 93 MWt process heater is natural gas fired, with high temperature pressure parts fabricated out of Inconel 740H for the >700°C, 250 bar supercritical CO2 conditions. Its arrangement is based upon a duct-fired HRSG (heat recovery steam generator). The heater was shipped to the site and installed in 2021. It was fired for the first time as part of acceptance testing in September 2023.

Weld cracking during heater fabrication was experienced with the alloy 740H main coil. Fabrication involved welding procedure development, welder training, and the execution of over 1600 welds. Following post-weld heat treatment of the coil, around 3% of the tube-to-tube butt weld population failed inspection.
A comprehensive failure investigation was conducted to determine the failure mechanism and highlight factors contributing to root cause. The failure mechanism was determined to be stress relaxation cracking during the post-weld heat treat (PWHT) cycle (also known as strain age cracking or stress relief cracking). Repairs were successfully completed and the application of 100% phased array ultrasonic testing provides the project with a baseline for further in-service inspection. Lessons learned were applied to the fabrication and installation of the 740H process piping.
Process piping was designed to ASME B31.1 and minor challenges were encountered with piping arrangement to accommodate thermal expansions, route around equipment, and match equipment load limits.
Welding 740H went better than expected and this is attributed to the prior experience gained by SwRI, good Industry guidance, and care taken to qualify the welders on the job. Overall, a large amount of time was spent on grinding each weld and the total weld time was long; however, there were no rejections in main bore welds. All welds were post-weld-heat treated and radiographically inspected.
The high temperature recuperator, which operates with a maximum hot inlet flow of up to 600°C from the turbine exit, is made of 316 stainless steel and weighs some 50 tons. The HTR will operate over a wide range of conditions and with the two different power cycle configurations. A controlled cold-side flow bypass aids flexibility. However, the thermal-mechanical stresses over the operating range challenged acceptable local stress limit loads and cyclic fatigue design life. Finite element modeling included elastic–plastic analysis extensively performed by the vendor, Heatric, SwRI, and GTI Energy to arrive at an acceptable design for the header, including the header nozzle locations and manifold design. This analysis resulted in significant schedule delays, but fabrication was successfully completed, and the HTR was delivered to site and installed in January 2023.
The turbine stop and control valve controls the flow of CO2 to the turbine and shuts off in an emergency situation. For the STEP Demo plant, this valve is adapted from GE’s commercial steam turbine product line by casting the valve body from Haynes 282 nickel alloy to accommodate sCO2 fluid and the high operating temperatures. Significant challenges have been experienced with the production casting of this ~5 ton valve resulting in surface inclusions requiring removal by grinding and weld repair followed by machining. Applying this traditional procedure to HA282 material is slower than normal as the inclusion removal and weld repair needs to be controlled and slow to avoid excessive heating that could cause new cracks to form. The valve body is currently still in production. Because of the manufacturing challenges and delays encountered with the 715°C turbine stop and control valve, an action was taken to additionally procure a lower temperature valve to meet the project plans for simple cycle configuration testing. This second valve was fabricated with 316 stainless steel for <550°C and 275 bar service and has been received and installed.
The turbine is 16 MW (gross) and is an advancement on the predecessor US DOE funded SunShot project sCO2 turbine, which SwRI and GE fabricated and successfully tested to 715°C and 27 000 rpm.
The compact 10 MWe STEP Demo design, with its small internal diameter relative to its length, created manufacturing challenges not experienced with larger power equipment of similar power output. It proved difficult for machine tools to reach within the case to meet required tolerances.
5-axis EDM was successfully applied to the rotor and stators, each from monolithic blocks of Nimonic 105 material.

The turbine casing was fabricated from IN 625 for cost and schedule reasons, as well as due to the unfavourable experiences with HA282 casting for both the turbine casing in the predecessor SunShot project and the STEP Demo turbine control valve. A fabricated 740H casing was originally planned, but IN 625 was less costly. Use of IN 625 comes with a reduced embrittlement life limit, but is well within the expected life of the STEP project.
Although IN 625 is a well-known alloy, weld issues were encountered in the casing welds, but due to the case thickness and physical access, radiographic testing inspection was not possible for the interior welds. The issue was resolved for simple cycle operation with a combination of analysis and proof testing. Fracture mechanics analysis and additional material testing were conducted to accept the casing for use up to simple cycle conditions (500°C) and further testing is planned to assess 715°C service.
The compressors, both main and bypass, leverage the existing Baker Hughes commercial product line as well as work undertaken as part of a US Department of Energy funded project under the Apollo concentrating solar power programme.
The compressor rotors employ a monolithic design for the reduced size impellers inherent in the compact sCO2 power cycle. They include inlet guide vanes with large angle variation to support operational flexibility. The main compressor is capable of low-speed start under liquid or two-phase conditions. This enables restart with liquid or dense phase CO2 in the loop, which can occur during extended pressurised holds as the CO2 in the loop approaches ambient temperatures. Significant analysis was conducted between Baker Hughes and the project team to confirm operation over the test requirements to ensure equipment integrity and surge control. Significant performance differences in factory acceptance testing vs site testing are still being resolved.
The project team
The project team is strong and motivated, working hard to complete facility construction and testing. It has a nice mix of highly trained and experienced staff specialised in both the required component technologies and in plant construction and operations, and younger staff able and motivated to advance these technologies well beyond the life of the project.
The team has experienced many changes in the last seven years. It has however been anchored by consistent key leadership and commitment at GTI Energy but with some turnover of principal investigators (PI)/leaders. At SwRI there has been consistent organisational commitment and broad sCO2 operating experience, but changes in PI and leadership changes, while GE Research has also experienced changes in PIs and leadership. The DOE as well has experienced changes in programme leadership over three presidential administrations. Throughout these changes, the project remains on-track and is expected to provide critical support to the commercialisation of sCO2 power technology.
Next steps
The project’s next steps are to finalise system commissioning and conduct simple cycle testing up to 500°C TiT in early 2024. The team aims to secure industry cost share and DOE approval to proceed into the final budget period 3, which will reconfigure the pilot plant to the Recompression Closed Brayton Cycle configuration and complete testing up to the full 715°C operating potential of the plant. This is expected to extend through 2025.
In conclusion, supercritical carbon dioxide power cycles hold great potential to improve efficiency, reduce the size of future power plants, reduce water usage, and lower CO2 emissions. The STEP Demo project will help lay the groundwork for wider deployment of sCO2 power cycles and that means cleaner, more efficient, and less expensive power generation.
Follow progress at www.STEPdemo.us
Mechanical completion celebrated
Mechanical completion of STEP Demo was marked by a celebration on 26 October 2023 attended by project members, partners, industry leaders, government officials, and the press.
Some quotes from the day:
“We are excited to collaborate with our partners through the STEP pilot project to showcase the benefits of supercritical carbon dioxide technology for power production”
Dr Paula Gant (President and CEO, GTI Energy)
“This technology is incredibly versatile, whether it be in zero-emission waste heat recovery, or coupled with concentrating solar, nuclear, biomass, geothermal, coal, or for long-duration thermal storage, the applications are many”
Don Stevenson (VP GTI Energy)
“STEP will undoubtedly change the way we think about power generation”
Dr Adam Hamilton (President and CEO SwRI)
“With GE Vernova providing the equipment that generates one-third of the world’s power and one-half of US power, decarbonising the power and industrial sector is at the forefront our mind. sCO2 is an emerging technology with wide applicability across different modalities and has the potential to be a key part of the decarbonisation roadmap”
Jason Mortzheim (sCO2 Platform Leader, GE Vernova Advanced Research)
“The STEP Demo facility was built with flexibility and modularity in mind, so it can serve as a test bed for future development and validation of system components or alternate supercritical CO2 cycle configurations. I’d like to thank GTI Energy, Southwest Research Institute, GE Research, DOE’s National Energy Technology Laboratory, and all of the vendors involved who made this first-of-a-kind power plant based on sCO2 as the working fluid a reality”
Robert Schrecengost (Division Director at DOE’s Office of Fossil Energy and Carbon Management)