COAL POWER
COMTES700: a rig for the over 50s
1 November 2007The COMTES700 facility in Germany is testing the nickel based alloys needed for the next generation of coal fired plants – envisaged to have live steam temperatures of 700°C and efficiencies of 50% or more. The facility has now clocked up just over 10 000 hours of testing – half way to its goal of 20 000 hours by 2009.



CO2 capture is pretty much unproven at the scale needed for coal fired power plants, but we can be sure that whatever emerges as the preferred technology it will involve significantly increased costs and efficiency penalties. Applying carbon capture and storage (CCS) to current state of the art coal fired power plants would depress overall efficiencies to late 1950s levels.
If CCS is to be fitted to a power plant it is therefore always best to start with the highest possible efficiency. Aiming for maximum efficiency can thus be seen as a part of a prudent "minimum regret" approach to developing future power generation technologies.
As well as such measures as decreasing auxiliary power consumption and improved steam turbine blades, live steam temperature is one of the main determinants of coal plant efficiency.
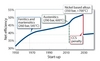
The average efficiency (LHV basis) for European coal fired plants is about 36%, and that for German units about 38%. But the best operating coal fired power stations in Europe achieve about 43% (for example E.On's Staudinger), while the new generation of German units under construction or planned, such as E.On's Datteln, are expected to achieve over 45%. This is mainly due to an increase in live steam temperature from 545°C to 600°C, with a pressure increase from 262 bar to 275 bar.
The next generation of coal-fired power stations will however breach the 50% efficiency barrier. This will require live steam conditions to be improved to 700°C and 350 bar. E.On hopes to have the first of what it calls its "50plus" units in operation by 2014.
To achieve these conditions new materials such as nickel based alloys need to be deployed. Tubes made out of ferritic or even austenitic steels cannot achieve adequate 100000 hour creep strength. Also the wall thickness of tubes made from nickel based alloys can be much less than those made from ferritic or austenitic steels, even allowing for the increased pressure that will be required.
Since they are highly temperature and corrosion resistant, it is common practice to use nickel based alloys for cladding of waste incineration boilers and gas turbine blading. But there is not much experience in applying these materials to piping and tubing in coal fired power stations.
Since the mid 90s the power industry has therefore been investigating the suitability of these alloys. The first major initiative aimed at coal fired power stations with efficiencies above 50%, based on nickel based alloys, was the AD-700 programme which was accompanied by a couple of other research and development projects in Germany and the EU.
COMTES700 (COMponent TESt facility for a 700°C power plant) represents a further important step on the pathway to the 50plus power plant.
The facility is located at E.On's Scholven F, an operating coal fired power unit, and uses steam from the plant. It is connected to the inlet header of superheater 1 of the existing boiler. The aim is to provide cost effective testing of major boiler components, such as evaporator, superheater tubes, high pressure headers, and high pressure piping, as well as large high pressure bypass, safety and turbine valves. Up to 40 t/h of 700°C steam is generated in the test facility and components are exposed to the same cycling operation as unit F's main boiler.
Detailed investigation can be carried out in different operational modes such as straight through operation (to the 700°C turbine control valve) to the HP turbine, bypass operation to the IP turbine and start-up and safety operation to the 700°C silencer on the roof of the boiler house.
Therefore significant experience is being obtained relating to the availability and reliability of the nickel-based components in mid load operation and using international traded coals. The design of the valves has been investigated in terms of the temperature profile at the seals and cooling of the actuators. Operational data at different temperatures and bypass operation modes, start-ups and shutdowns as well as outages has been collected.
The project is financed from the Research Fund for Coal and Steel of the European Union (RFCS) (project number RFC-CP-04003) jointly sponsored by major European power plant operators and co-ordinated by VGB. The international consortium supporting the project includes suppliers (Alstom, Hitachi-Power Europe, Burmeister & Wain Energy, Siemens) as well as operators (Dong, E.On, EDF, Electrabel, EnBW, PPC, RWE, and Vattenfall).
Construction of COMTES700 started in April 2005 and it entered operation on 15 July. On 17 July 2005 the superheater outlet temperature reached 706°C for the first time. As of June 2007 the facility had operated for a total of 10 000 hours, with the aim of achieving 20 000 hours by 2009. It has so far amassed over 4300 hours of operation at 700°C or above.
Among the key components currently being tested are a scaled down evaporator panel and two superheater banks. The test evaporator consists of 44 tubes made out of T 24, HCM 12 and Alloy 617. Each of the two test superheaters consists of 16 tubes made of Alloy 174, HR3C, Alloy 740 and Alloy 617. Heat transferred to the test evaporator and the two test superheaters amounts to around 19 MW.
A full-scale main steam turbine control valve – regarded as one of the most critical components in a 700°C plant – has also been tested, as a separate R&D project financed by a group of European power generators plus Siemens and Alstom, without government funding.
The 4t valve is integrated into the test facility and is seeing steam conditions of 212 bar, 705°C at 12 kg/s. Valve metal temperatures, deformations and strains are being measured and destructive testing of components is foreseen after completion of the test programme in mid-2009.
Leaks and outages that occurred were caused mainly by jammed valves resulting from neglected blow off after erection, and control technology problems. One cracked tube was found in one of the superheaters. A sixty hour outage was required to effect the repair.




Findings so far
The aim of COMTES700 was to demonstrate that the major components needed for a 50plus power plant can be manufactured and successfully operated. The project has shown that procurement and manufacturing of components made from nickel-based alloys is feasible but more time-consuming compared with ferritic and austenitic steels. This has to be considered in the planning of 50plus plants. COMTES700 has demonstrated that operation of components like valves, injection coolers, headers, tubes and pipes requires additional effort since testing of nickel-based alloys materials and welds is complicated and time-consuming. Downtime has primarily been due to the difficulties of operating a test facility together with an existing boiler in cycling mode. Problems related to the 700°C technology per se have been few and have been caused by having test components designed to save expensive nickel-based alloys and other design flaws that would be avoidable in an actual power plant.
Next steps
Looking beyond COMTES700, E.On believes the next major milestone on the pathway towards the 50plus power station is NRWPP700 – North-Rhine Westphalia reference power plant 700°C.
This is a pre-engineering study supported by the state of North-Rhine Westphalia and making use of the results of COMTES700, with the main objective of confirming that a 500 MWe coal-fired demonstration power plant can be realised and providing the basis for construction of a 500 MWe hard coal demo plant. Based on these activities the feasibility and profitability of commercial scale plants – 700-1100 MWe, both hard coal and lignite – will be examined. The study started in autumn 2006 and will last until the end of 2008.
The live steam temperature of the envisaged power plant is 700°C, with a reheat temperature of 720°C. The pressure range to be investigated is 250-350 bar. Studies will focus on sites in North-Rhine Westphalia.
The partners in NRWPP700 are DONG, Electrabel, EnBW, RWE, Vattenfall, EVN, EDF, Steag and E.On, with the supplier side represented by Alstom, Hitachi Power Europe, Siemens, BWE and E.On Engineering. Again, the project is co-ordinated by VGB.



50plus
From an E.On perspective, the last major milestone on the pathway to the realisation of the world's first coal fired power plant with an efficiency above 50% is the utility's 50plus project. The objective of this is the planning, procurement, erection and operation of a power plant developed from NRWPP700, with a capacity of around 500 MWe, with an investment currently estimated at about 700 million euro. It is hoped that the plant, to be located in Germany, could be operational in 2014.
For further information contact:
christian.folke@eon-engineering.com. Also see paper presented to IEA Clean Coal Technology conference by Christian Folke, E.On, Gelsenkirchen, Germany; Helmut Tschaffon; E.On Munich, Germany; Gregor Gierschner, E.On, Gelsenkirchen, Germany; and Fabian Bierewirtz, University of Applied Sciences, Wilhelmshaven, Germany