Gas engine Lubrication
Mobil SHC Pegasus: a revolution in oil
1 August 2010A highly structured programme of rigorous testing – from bench scale screening to full scale field trials – has resulted in a new, lower viscosity, synthetic gas engine oil, Mobil SHC Pegasus. This new oil can reduce fuel consumption by as much as 1.5% (as compared with the company’s standard natural gas engine oils) while at the same time achieving improved performance.
Global launch of the new synthetic gas engine oil represents the culmination of an intensive five year programme of development and testing, the basic goal of which was to come up with a formulation that has reduced viscosity (SAE 30) compared with previous oils (which are typically SAE 40), while at the same avoiding any risk of increased bearing damage.
In fact, field testing in demanding applications (gas pipeline compression) has shown that the new formulation may actually allow oil drain intervals to be increased to over 16 000 hours – three to four times that of standard natural gas engine oils, reducing downtime as well as the amount of waste oil generated.
Product development process – the basics
The starting point was careful choice of a base synthetic oil, followed by selection of the right balance of additives.
An important requirement for a premium lubricant is to maximise its effective in-service life. To be beneficial to the end user this must coincide with the service intervals of other components. Often this may require doubling (or higher multiples) of the existing oil drain interval. Oil drain interval extension is achieved by ensuring the factors that limit oil life, such as oxidation, nitration, viscosity increase, TBN (total base number), etc, all remain within acceptable limits for the intended life of the lubricant. Engine deposits and wear levels must be maintained at satisfactory levels as well.
The wear protection of the moving components within the engine is vital. The oil’s wear protection additives ensure that expensive or heavily loaded components (such as pistons, crankshafts, and bearings) remain within serviceable tolerance limits during their normally expected life.
Other factors to be considered included:
• Cleanliness, which is crucial to long term reliability of the engine, especially in the piston ring grooves, and on the cylinder liner surfaces where lacquers or varnishes could interfere with effective lubrication and control of lube oil consumption.
• Minimal lubricant consumption in use, which is essential to controlling total cost of ownership.
• Reduced friction, which increases engine efficiency. And, of course,
• Conformance to engine maker specifications.
Screening tests
Laboratory screening tests were carried out to enable rapid evaluation of experimental lubricants under controlled conditions, with each test simulating a condition that the oil would experience in service. Some examples are described below.
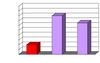
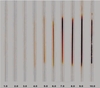
A thin film oxidation test (hot tube) test was done to evaluate the ability of the oil to prevent the formation of high temperature thin film deposits in the hot areas of the engine (eg, piston ring grooves). A small volume of oil flows in heated glass tubes for a fixed period of time. The tubes are then rated for deposits on a demerit scale, shown in Figure 1 (1= clean; 10= heavy carbon). Typical results are shown in Figure 2, comparing the new lubricant with two competitive natural gas engine oils.
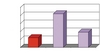
A bulk oxidation test was also done, a good indicator of extended oil drain capabilities. The oil is heated while air is bubbled through the sample in the presence of catalyst, and the viscosity increase measured. Typical results are shown in Figure 3. Those oils with the lowest viscosity increases in this test tend to demonstrate extended oil life capabilities in the field. This test was also enhanced to allow evaluation of the oil’s nitration resistance.
Another test programme, sponsored by the US DoE, with representatives from US universities and a gas engine maker, evaluated various piston hardware options and lubricant technologies with the aim of reducing friction in the piston ring pack. Two phases of testing were conducted in a commercial scale gas engine: the objective of the first phase was to evaluate the impact of viscosity on engine friction, engine efficiency and fuel consumption, while the second phase evaluated the impact of base oil type (at constant viscosity) on the same parameters.
The test engine was a Waukesha VGF F18, in-line 6 cylinder natural gas engine used for stationary power generation. Friction mean effective pressure, mechanical efficiency and fuel consumption were measured at two load points (70 and 100%) for each test oil.
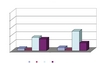
The brake specific fuel consumption (BSFC) results are shown in Figure 4.
Based on Figure 4, the increased fuel efficiency relative to the SAE 40 reference oil was 1.5 to 3% for the Phase 2 SAE 30 candidate.
As lubricant viscosity decreases, the impact on engine durability must be considered. The majority of natural gas engines currently use SAE 40 oils. SAE 30 oils would seem the most reasonable next step.
High severity engine test
The next stage of testing was appraisal of the candidate oil in a more realistic application. However, speed to market is essential, so ExxonMobil uses a full scale gas engine (Figure 5) adapted to put the oil under maximum stress, with modifications such as: reduced sump volume; elevated operating temperatures; and air–fuel ratio set for maximum oxidising and nitrating conditions.
Under such extreme operating conditions, any weaknesses in the lubricant’s performance are soon revealed, while successful completion provides assurance that the product will be more than capable of surviving in real life applications.
The tests included detailed metrology of key engine components (pistons, piston rings, liners, valves, valve guides, bearings, etc) and oil condition monitoring.
Figures 6 and 7 show a piston and set of valves at the conclusion of a test run with the SAE 30 candidate. End-of-test used oil wear metal levels are shown in Figure 8. Engine durability testing of the lower viscosity candidate in the high severity engine test showed equivalent wear performance to the SAE 40 reference. One example of the metrology was a comparison of liner wear steps measured with the SAE 40 reference oil and the SAE 30 candidate. Liner wear steps (in units of microns) were measured using a profilometer in the area of top ring reversal, with 12 measurements taken around the perimeter of each liner. Both the average and standard deviation was calculated for each liner and no statistically significant difference found between the two wear measurements.
Field demonstrations
The next stage was field tests, with the aim of evaluating three aspects of the SAE30 candidate oil’s performance in real life conditions:
• engine durability impact over an extended period;
• extended oil drain interval capability; and
• fuel efficiency improvement.
These tests were conducted on new Cat G3516 engines (16 cylinder, 170 mm bore) in arduous gas compression applications, at 95-100% load, operating on clean natural gas.
Engine durability testing (over 7000 hours) was conducted on engines identified as Unit 242 and Unit 254 in the following.
The objective of this testing was to evaluate the impact of lower viscosity lubricants on the durability of key engine components, eg, liners, valves and valve guides, piston rings, and bearings. The test was conducted for over 7000 hours at full load. An intermediate boroscopic inspection was conducted on both units at 4000 hours. Figures 9 and 10 show the excellent liner and cylinder head condition typically encountered during the intermediate inspection. A final inspection was conducted at over 8000 hours and two power cylinder assemblies removed for further inspection. Figures 11 and 12 show the excellent piston and connecting rod bearing condition at the end of the test period.
Oil condition monitoring was conducted throughout the test period with used oil sample collection at 250 hour intervals. Samples were analysed for key parameters, including kinematic viscosity at 100°C, oxidation and nitration, and wear metals. Figures 13 and 14 show trends in kinematic viscosity and oxidation. Each chart also shows a commercial reference (in light blue) and the OEM condemning limit (in red). All used oil parameters were satisfactory throughout the test and well below the condemning limits, with the exception of lead which was determined to be related to a lube oil cooler metallurgy problem. The used oil analysis results confirmed the excellent wear performance of the lubricant and its extended oil life relative to the SAE 40 commercial reference.
Unit 254 has also demonstrated the extended oil drain interval, reaching more than 16 500 hours without an oil drain while still maintaining excellent viscosity, oxidation and nitration control and good wear performance. The oil was drained on Unit 242 at around 7000 hours due to elevated lead, referred to above. Figures 15 to 18 show the results of used oil analysis carried out during the test period. The lube oil cooler on Unit 254 also contributed to elevated lead levels in the used oil as shown in Figure 18.
Fuel efficiency confirmation testing was carried out on engines referred to as Units 275 and 276 in the following.
Each test engine was equipped with a temperature and pressure compensated fuel consumption meter. An additional oil storage tank was installed to facilitate oil switching between test cycles. The experimental design included four cycles conducted in an A-B-A-B sequence, alternating between candidate and reference oils in Units 275 and 276 as shown in Table 1. This enabled the data to be subjected to rigorous statistical analysis.
Each test cycle was approximately 500 hours in duration. Pressure and temperature compensated fuel consumption readings and engine/compressor operational data (eg, speed, compressor discharge pressures and temperatures, air manifold pressure, etc) were recorded in a data acquisition system at 5 minute intervals throughout the test. The fuel meter and engine/compressor operational data were merged together, resulting in 40 000 data points. Two test oils were evaluated, a commercial SAE 40 reference and the SAE 30 candidate.
A statistical analysis (mean and 95% confidence interval) was conducted on the merged data set.
Figure 19 provides an overall comparison of fuel consumption in Units 275 and 276 when operating with the SAE 40 reference (in black) vs the SAE 30 candidate (in blue). The SAE 30 candidate consistently showed a statistically significant fuel efficiency improvement vs the commercial reference.
The average efficiency benefit of the SAE 30 oil (subsequently launched commercially as Mobil SHC Pegasus) versus the conventional SAE 40 gas engine oil was calculated to be 1.5%.
Several variables were considered during the statistical analysis including engine load, ambient conditions, and humidity. Each variable was analysed statistically to determine its impact on flow measurements.
Engine load was calculated based on compressor inlet and discharge pressures using OEM compressor curves.
Ambient pressure and temperature are needed to convert actual fuel flow measurements to standard conditions (15.6°C and atmospheric pressure). Fuel consumption meters were therefore equipped with thermocouple and pressure transmitter inputs to provide a compensated flow signal for analysis.
Absolute air humidity has an influence on the combustion since an increase in humidity can decrease the combustion speed and reduce maximum combustion temperature. Therefore, as humidity increases, engine efficiency decreases.
Structured approach
In depth understanding of gas engine lubrication issues reported from engines in service, in liaison with engine makers and operators, was the basis for developing the performance profile required for the new synthetic oil, Mobil SHC Pegasus – with the aim of meeting the increasingly demanding lubrication requirements of reciprocating engines running on natural gas.
It was developed over five years, using a highly structured approach, with exhaustive screening programmes, extensive field-test monitoring, and rigorous measurement and documentation of performance in the field, in particular in the area of fuel efficiency. The resulting oil achieves excellent wear protection, extended oil drain intervals, reduced oil consumption, and energy savings up to 1.5% compared with conventional natural gas engine lubricants.