WTA offers big efficiency gains
1 December 2007The next major step forward for brown coal (lignite) fired power generation looks like being the RWE-developed fluidised bed based WTA process for precombustion drying of this high moisture fuel. A large scale pilot plant is due to start operation early next year at Niederaussem K in Germany, while a WTA system is to be retrofitted to the Hazelwood plant in Australia.
In the last two decades, there have been significant improvements in the technology for using brown coal (lignite) for power generation. During the 1980s, effort was directed towards compliance with environmental regulations, focusing on pollutants such as NOx and SO2, while over the subsequent decade the improvement of power plant efficiency was the main target due to increasing concerns about greenhouse gas emissions and the need to make fuel cost savings.
In Germany, several new brown coal fired power plants were constructed. The 2 x 800 MWe Schwarze Pumpe power plant was commissioned in 1997/98, the boilers being the first of a new 800+ MW series with supercritical steam conditions. Today, these units have accumulated about 100 000 operating hours with outstanding performance.
The 1000 MW BoA unit located at RWE's Niederaussem power station is a second example – BoA being the German abbreviation for brown coal based power generation using optimised plant engineering. This optimisation led to steam parameters of 580°C and 600°C and an advanced flue gas heat recovery system that helped to achieve an overall efficiency in excess of 43%. The unit was commissioned in 2002 and is now in commercial operation. Following this, the new generation of BoA plant is currently under construction at Neurath, consisting of two 1100 MWe units.
The next technological milestone for brown coal utilisation is the drying of the high moisture brown coal with a low temperature energy source. The most advanced technology for such drying is the WTA technology developed by RWE, WTA standing for Wirbelschicht-Trocknung mit interner Abwärmenutzung (fluidised bed drying with internal heat recovery). Alstom believes it will be in a position to offer WTA technology in new brown coal fuelled plants after about 2012, but it may be available as a retrofit option before that.
Pre-drying is the key
Raw brown coal has a water content in excess of 50%. Therefore in current conventional brown coal boiler technology, a significant part of the combustion energy has to be spent in evaporating this moisture, sapping the steam cycle of efficiency and rendering it less efficient than boilers using drier fuel sources.
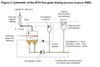
By pre-drying with atmospheric, fine grain, fluidised bed technology the latent heat of evaporation can be recovered and used to continue the evaporation process in lieu of combustion energy thus boosting the overall efficiency of the power cycle (Figure 1).

The first milestone in the development of WTA drying technology was the construction and operation of a demonstration plant at Frechen, Germany, by RWE.*
Features of the process include:
• drying in a stationary fluidised bed with superheated steam;
• supply of the drying energy via heat exchanger installed in the drier;
• utilisation of drying vapours by means of a heat pump process for drier heating;
• utilisation of the vapour condensate for coal or condensate preheating in the power plant;
• feed grain size of raw coal input less than 2 mm.
Figure 2 shows a schematic overview of the process. The raw coal is ground from 0 to 80 mm down to 0 to 2 mm in two hammer mills directly connected in series.

After the milling stage, the fuel is fed into the fluidised bed, in which the fluidising medium is the vapour arising from the drying process.
The drying in the fluidised bed further reduces the grain size, so that the dry coal leaving the drier, with a moisture content of 12%, typically has a grain size of less than 1 mm, with about 9% greater than 1mm.
The dried fuel exiting the stationary bed is separated from the accompanying vapour first in a cyclone and then in an electrostatic precipitator (ESP). The vapour at the outlet of the cyclone is the vapour used for fluidisation of the bed and the vapour at the outlet of the ESP is exhausted into the atmosphere.
In addition, there is a coarse extraction for the fuel at the bottom of the bed, which is mixed with the fuel separated at the cyclone and the ESP after having passed an intermediate cooler.
The heat needed for the drying of the fuel is supplied by external steam, which is normally taken from the turbine with the heat transfer taking place in tube bundles located inside the bed.
RWE has operated one coarse grain WTA facility in Frechen with a capacity of 53 t/h of raw coal for six years and a fine grain WTA also in Frechen with a capacity of 30 t/h of raw coal for more than three years.
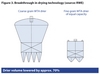
When the finer grain size of raw coal is used the amount of vapour needed for fluidisation in the drier is reduced by about 70% compared with coarse grain coal. Furthermore, use of fine grain coal increases the heat transfer efficiency by about 80%. These features result in a significant reduction in the size of the equipment and components needed, eg, the volume of the drier can be reduced by almost 70%, as shown in Figure 3.

With WTA, the net gain in cycle efficiency is of the order of four percentage points, depending on the moisture content of the raw coal and the final moisture of the dried lignite. The grain size of the dried lignite 1 mm or less but if the correct operation and ignition stability of the firing system requires finer milling, then an additional mill may be added downstream of the drier and upstream of the burners.
A pilot WTA plant is currently under construction at RWE’s Niederaussem K power plant. This will enable 30% of the firing capacity to be provided by dried lignite, equivalent to around 220 t/h, ensuring that meaningful experience of dry lignite combustion is being gained. Alstom supported integration of the WTA plant with the existing boiler including provision of the fuel feed system and modifications to the C&I system.
Operation of the WTA
WTA operation includes the following:
• Purging of the system with nitrogen in order to remove air and any combustible gases. The nitrogen is provided by a separate nitrogen supply system.
• Increasing of the ambient pressure in the system up to the operating pressure by introduction of nitrogen. Beside the purging function, nitrogen is used to increase the pressure and keep the set operating pressure constant. The pressurised system prevents air ingress from leakages.
• If the O2 content downstream of the vapour ESP is below a critical value the fluidising blower is put into operation.
• The fluidised bed temperature is increased up to the operating temperature by introduction of steam bled from the power plant steam turbine (or from an auxiliary boiler and/or from a trace heating system). The temperature will be increased up to the operating temperature.
• The nitrogen in the drier system will then be replaced by steam, the pressure being kept constant at the operational value.
• Pre-dried lignite is fed into the drier prior to raw lignite, as the pre-dried lignite has better fluidising properties than raw lignite.
• After the fluidising of the pre-dried lignite is well established the raw lignite can be fed into the drier and the drying process starts.
• The vapour compressor is put into operation, allowing for shutting down of the start-up steam supply.
It should be noted that:
• Load can be varied on the WTA drier process by adjusting the raw lignite flow into the drier.
• The fluidising velocity is kept constant and is therefore independent of load.
• The required drying energy demand is adjusted by varying the heat introduced with the installed heat exchanger.
• The quality of the drying process is controlled via a humidity measurement in the drier.
The following design considerations apply to a boiler being fired with dry lignite from the WTA process:
• The furnace gas exit temperatures must be determined by ash properties (as in the case of a raw-lignite-fired boiler). Dry-lignite-fired boilers are therefore designed with furnace gas exit temperatures not far different from those of boilers fired with raw lignite. Due to the higher adiabatic combustion temperature, larger amounts of heat need to be transferred in the combustion chamber, with major implications for furnace design.
• Fuel is fed into the combustion chamber symmetrically. An optimum temperature profile is obtained with hot zones in the centre of the furnace cross-section and colder zones at the edges. In contrast non-symmetries are unavoidable in the case of the raw-lignite-fired furnace.
Taking these two factors into account Alstom proposes a furnace gas exit temperature for the dry-lignite boiler which is 20 K higher than that for a comparable raw-lignite-fired boiler, the slight increase being acceptable due to the symmetric furnace configuration.
These conditions would however lead to a combustion chamber height for a 1000 MWe boiler in excess of 100 m. To return to economically practicable dimensions and to avoid materials supply constraints on currently available waterwall materials, a flue gas recirculation system can be employed.

Also, the vertical furnace dimensions and thus the construction height can be further reduced by increasing the furnace cross-section. Currently, cross sections of 26 x 26 m are considered constructable and state-of-the-art.
The symmetrical firing concept is a major distinguishing feature from the raw-lignite-fired boiler. This feature also ensures a uniform feedstock supply to the furnace at partial load operation. This configuration allows more uniform heat flux and temperature distribution to be achieved in the burner area, which will have a favourable effect on slagging tendencies. This statement is consistent with the results of extensive CFD analysis. Similar to the bituminous coal based, tangential firing system, the burners are arranged in the corners that allows maximum utilisation of the furnace volume. Furthermore, this arrangement minimises the back flow zones of the individual burner. As a result, smaller amounts of hot flue gases containing coal particles not yet burnt reach the furnace walls, reducing thus the slagging tendency of the combustion chamber. The radial temperature profile is even more favoured by the secondary air being tangentially injected towards a bigger tangential circle. Due to the higher air amount, this leads to lower temperatures at the periphery of the furnace, which also reduces the slagging tendency of the combustion chamber.

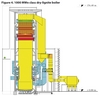
Figure 5 gives an overview of the firing concept. It shows a combustion chamber for a 1000 MWe boiler. The burner array of a combustion chamber corner consists of six dry-lignite-fired burners arranged one on the top of the other. Each of these burners has been allocated a wall air opening. The oil pilot burners are integrated into the dry lignite burners.
Figure 6 gives more details of the dry-lignite burners. The radial air staging represents state-of-the-art for modern bituminous coal firing systems. In addition to the primary and secondary air supply, two overfire air levels can be employed. Thanks to the efficient air staging, compliance with the EU emission limit levels for NOx and CO is ensured, as has been demonstrated by CFD analysis, in turn verified at dry-lignite-fired test facilities.
Furthermore, co-combustion with dry lignite in conventional lignite-fired power plants showed no increase in the NOx emissions. In utility scale boilers with adequate residence time and efficient staged air supply, the EU emission limit levels can therefore be complied with reliably.

The combustion chamber requires state-of-the-art cleaning devices, including a combination of water lances and water-jet blowers. The latter are used in the main burner area, since experience from utility scale operation has shown that water-jet blowers are advantageous in those areas.
The WTA pilot plant at RWE's Niederaussem K will provide valuable additional operational experience that will allow further optimisation of the design.
Close to commercial
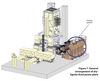
WTA technology for the drying of high moisture brown coals is very close to commercialisation. Several demonstration projects are underway that will provide industrial scale proof of concept, leading to the next generation of lignite-fired power plants. An efficiency increase of more than four percentage points is promised, depending on the moisture of the raw lignite, but investment costs are not expected to increase compared with conventional lignite-fired power plants. The additional costs associated with the drier are almost offset by the savings in the boiler island (elimination of raw coal bunkers, beater wheel mills and flue gas recirculation ducts for drying purposes) and reduction in the flue gas path, including flue gas cleaning, which is lessened because of the smaller flue gas volume and the efficiency increase. Figure 7 gives an overview of the power plant arrangement, showing the WTA area.

While it is recognised that the greatest technical and economic benefits for the application of this technology arise in the case of new boilers, there are a number of retrofit applications being developed and implemented, including that at the 220 MWe Hazelwood unit (see pp 22-29).
Americans and Australians also embrace lignite drying
Its not just the Europeans who have recognised the potential benefits of lignite drying for improving the efficiency of power stations. In the USA, a prototype lignite dryer demonstrated at Great River Energy's Coal Creek station, North Dakota, has proved so successful that the power company intends not only to install full-size driers on the station's 546 MWe unit 2, as part of the second phase of its cost-shared project with the US Department of Energy, but also to subsequently install the technology on Coal Creek unit 1 (also 546 MWe) – at its own expense.

The technology, which was selected in 2003 under the DoE Office of Fossil Energy's Clean Coal Power Initiative (CCPI), uses waste heat from the power plant to reduce moisture content in the lignite, making it possible to extract more energy from the fuel and, at the same time, reduce emissions of mercury, sulphur dioxide, and nitrogen oxides.
Great River Energy's design for a full-scale system includes four driers, each capable of processing 135 tons of coal an hour. This will meet the complete fuel needs of unit 2. The system, currently under construction, and due for completion in March 2008, will process about 3.75 million tons of raw coal per year. Testing will be performed on the integrated system during 2008, providing data useful to other power plants that burn high-moisture coals.
The DoE is expected to provide $13.5 million of the $31.5 million needed for the coal-drying project over its 54 month duration. Other partners in the project include Barr Engineering, Heyl & Patterson, EPRI, Lehigh University and Falkirk Mining.
In the United States alone, it is estimated that about 280 power stations burn high-moisture coals, such as lignite and Powder River Basin subbituminous, accounting for 100 GWe of installed capacity, ie nearly a third of the power generated from coal in the USA. About 100 GWe of additional capacity fuelled by high moisture coal is expected to be added over the next 20 years.
Meanwhile in Australia, as well as the plans to backfit the RWE/Alstom WTA technology at Hazelwood (see main article and also pp 22-29), there are also plans for a an IDGCC (integrated brown-coal-drying and gasification combined cycle plant) at Loy Yang.
Source of information on Coal Creek project: US DoE
The author is with Alstom Power Systems, Germany